��(ji��n)�飺ABB�����C(j��)��������܇�ױP�Ԅ�(d��ng)�����ӵĺ����O(sh��)�䣬�V�����ڿv����(du��)�ӡ��M�����ӡ�֧�̶ܹ����P(gu��n)�I���{�跀(w��n)����܉�E��(f��)���c늻������������M��ױP������(du��)���ӏ�(qi��ng)�ȡ��ܷ��Եć�(y��n)��Ҫ����
����
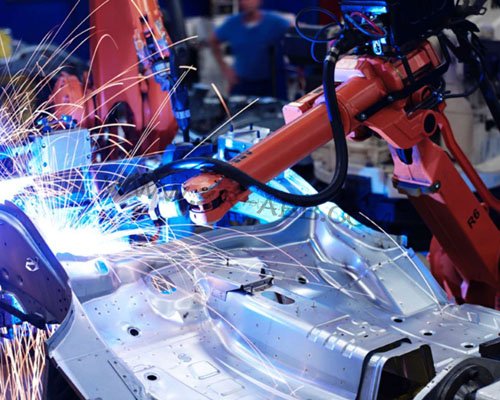
ABB�����C(j��)��������܇�ױP�Ԅ�(d��ng)�����ӵĺ����O(sh��)�䣬�V�����ڿv����(du��)�ӡ��M�����ӡ�֧�̶ܹ����P(gu��n)�I���{�跀(w��n)����܉�E��(f��)���c늻������������M��ױP������(du��)���ӏ�(qi��ng)�ȡ��ܷ��Եć�(y��n)��Ҫ�ױP��������ه����c������̼��Ϛ��w��(g��u)�����o(h��)��ӣ����^�՚�ɔ_�Ա��⺸�pȱ�ݣ��@��w���L(zh��ng)�����������a(ch��n)���IJijɱ���ռ�ȾӸ߲��¡����y(t��ng)���ⷽʽ���ù̶������O(sh��)������ȫ��ه�����ˆT��(j��ng)�(y��n)�A(y��)�O(sh��)��(sh��)ֵ��ȫ�̱��ֺ㶨ݔ�����ȟo(w��)���m��ױP��ͬ��ȡ���ͬλ�ú��p�ĺ�����������ɴ������w�o(w��)Ч�ŷţ��ɞ��Ƽs���a(ch��n)�����滯�ܿصĶ̰塣�m��ABB�����C(j��)���˵���܇�ױP����
��(ji��)���b�����Ժ��������(sh��)�r(sh��)׃�����{(di��o)��(ji��)����(j��)����(sh��)�F(xi��n)�������İ����m�䣬�ڱ��Ϻ��p�|(zh��)���_(d��)��(bi��o)��ͬ�r(sh��)���@������40%-60%���w�p�ģ�������܇�ױP�������a(ch��n)�ijɱ���������
��܇�ױP���ӹ��r�������ԣ����y(t��ng)�̶���������IJ������Ը���ͻ�����ױP����Ҏ(gu��)����ͬһ���a(ch��n)�����У�
ABB�C(j��)�����轻����ɱ���֧�ܵľ��ܴ�ס����Ϳv������亸�ӡ����νY(ji��)��(g��u)���B�m(x��)���ȹ�������?q��)��?y��ng)�ĺ����������@����(du��)��Ϛ��w��������Ҳ�����@���^(q��)�e�����Ϳv�����ӕr(sh��)�����ݔ��ֵƫ�ߣ��۳���e�U(ku��)���Ҝض��E������Ҫ����Ļ�Ϛ��w�γ����ܱ��o(h��)�ӣ���ֹ�۳������a(ch��n)����ס��A�����|(zh��)����(w��n)�}������֧�ܺ��ӕr(sh��)������{(di��o)���۳��w�e�sС���˕r(sh��)�̶������Ě��w���γ��^(gu��)��(qi��ng)���������H������M(f��i)��߀���ܔ_��(d��ng)�۳����l(f��)ᘠ�ȱ�ݣ�������(d��o)�±������������⣬ABB�C(j��)�����ڵױP�����b�A��λ�����������S�o(h��)������܉�EУ��(zh��n)�ȷ����I(y��)�r(sh��)�Σ����y(t��ng)�����O(sh��)���Ա����~������ݔ�����@���֟o(w��)Ч���ļsռ���Ě��������ɣ��L(zh��ng)���۷e��(l��i)�ɱ������@����
��(ji��)���b���cABB�����C(j��)���˵��m����ģ����ڌ�(sh��)�F(xi��n)��������c��������ͬ��(li��n)��(d��ng)����(y��n)���`�������t�ࡢ���С�t�ٵĹ��oԭ�t���Ž^���w�o(w��)Ч���ġ��b��ͨ�^(gu��)���ƻ�ͨӍ�ӿ��cABB�C(j��)���˿��ƹ�(sh��)�F(xi��n)��(sh��)��(j��)��ͨ����(sh��)�r(sh��)�����������늻�늉��ȹ�ˇ����(sh��)��푑�(y��ng)���t�����ں��뼉(j��)���_�������{(di��o)��(ji��)�c�C(j��)���˺��ӄ�(d��ng)������(zh��n)ͬ������˲�g���C(j��)����������������O(sh��)��ֵ���b�ü����{(di��o)����y�_�ȣ�������Ϛ��w�����Կ����ÓQ���������(n��i)�Ě����՚⣬�����o(h��)����γɺ�Ѹ�ٻ��{(di��o)���m���������������A�εĚ��w���M(f��i)�������^(gu��)���У�ֻҪ����S�����{(di��o)���l(f��)������(d��ng)���b�Ã�(n��i)�õĸ���늴��{(di��o)��(ji��)�y�͕�(hu��)ͬ����׃�_�ȣ�ʹ������ʼ�K�c�۳ر��o(h��)������ƥ�䣬�Ȳ���(hu��)���������Ӱ푺��p�|(zh��)����Ҳ����(hu��)������^(gu��)ʣ����~��p�ġ�
ᘌ�(du��)��܇�ױP���ӵĹ�ˇҪ��(ji��)���b������ᘌ�(du��)�ԃ�(y��u)���O(sh��)Ӌ(j��)�����������(w��n)�����c���w��Ⱦ���(zh��n)�ȡ��ױP�����ձ���Ú���ʮ��������̼��ʮ�Ļ�ϱ������������S���׃���{(di��o)����Ҳ�ܾ���(zh��n)�S���A(y��)�O(sh��)��ȣ��_�����pұ��(y��ng)��(w��n)�������Ϻ��p��(qi��ng)���c���g�ԡ��挦(du��)�ױP�����г�Ҋ�Ļ��κ��p�����g���e(cu��)���p�ȏ�(f��)�s�Y(ji��)��(g��u)���b�ÿ��Ԅ�(d��ng)�m���{(di��o)��߉�����SABB�C(j��)���˵�܉�E�Ƅ�(d��ng)�c�������(d��ng)����(d��ng)�B(t��i)�{(di��o)������ݔ����(ji��)�ࡣ�ջ��A�Σ��C(j��)���������˥�p���b��ͬ�����{(di��o)��������ͬ�r(sh��)�����̕r(sh��)�g�Ĵ��C(j��)�������S�և����(n��i)�������h(hu��n)������ֹ�՚��Ӱ��ջ��|(zh��)��������|(zh��)�������c���Ŀ��ơ�
��(ji��)���b�õİ��b�{(di��o)ԇ�����m����܇�ױP���a(ch��n)���ĸ�Ч��(ji��)�ģ��o(w��)�茦(du��)ABB�����C(j��)����ԭ�нY(ji��)��(g��u)�M(j��n)�и��죬�����ԏ�(qi��ng)�Ҳ���(hu��)Ӱ����a(ch��n)�M(j��n)�ȡ����b�r(sh��)�H�茢�b�ý���C(j��)���˿��ƹ��ͨӍ�ӿ��c��Ϛ��w���ܵ�����·�����p�����O(sh��)Ӌ(j��)������Ч�������ӬF(xi��n)��(ch��ng)�ĸ��l늴Ÿɔ_�����������̖(h��o)��ݔ����(zh��n)�������{(di��o)��ƫ����w��·���ÿ��ʽ�ܷ���^�����������bЧ�ʣ����ܜp�ٚ��wй©�L(f��ng)�U(xi��n)�����ھS�o(h��)�r(sh��)���Q����Ҳ���ӱ�ݡ��{(di��o)ԇ�h(hu��n)��(ji��)�������ˆT��ͨ�^(gu��)�b���|����壬�Y(ji��)�ϵױP��ͬ�����ĺ��ӹ�ˇҪ���A(y��)�O(sh��)��M���-����ƥ�䅢��(sh��)���ГQ�a(ch��n)Ʒ��̖(h��o)�r(sh��)ֱ���{(di��o)�ô惦(ch��)�������o(w��)���؏�(f��)�{(di��o)ԇ���b�þ߂䅢��(sh��)ӛ�����ܣ���늺������A(y��)�O(sh��)�������ɱ������؆�����ٻ֏�(f��)���I(y��)��B(t��i)��������(sh��)�Gʧ���`���a(ch��n)��
ᘌ�(du��)�ױP���ӵIJ�ͬ��ˇ��(ch��ng)������(y��u)����(ji��)���b�Å���(sh��)�O(sh��)�ã����M(j��n)һ��������(ji��)��Ч���c���ӷ�(w��n)���ԡ��ױP�v�����L(zh��ng)���p���ӕr(sh��)�����m��(d��ng)��������(du��)��(y��ng)�����Ļ���(zh��n)ֵ��ͬ�r(sh��)�_������(sh��)��ۙ���ܣ��������S�������(d��ng)��(sh��)�F(xi��n)�����{(di��o)��(ji��)���_���B�m(x��)�����^(gu��)���б��o(h��)���ʼ�K��(w��n)��������֧�ܺ��ӕr(sh��)���轵����С�����ֵ����������^С�r(sh��)���w�^(gu��)����ͬ�r(sh��)��(y��u)�����������������ʣ��p�������_������ֹ�۳�׃��Ӱ푺��Ӿ��ȡ���(du��)�ڵױP�����Ķ��Ӷ���������b�ÿɸ���(j��)���ӌӔ�(sh��)�Ԅ�(d��ng)�{(di��o)���������Ӻ��ӕr(sh��)�m��(d��ng)�����������ϸ������o(h��)Ч���������c�w��ӄt�������{(di��o)���ڲ�Ӱ푺����|(zh��)����ǰ��������s���w���ġ�
��(ji��)���b���cABB�����C(j��)���˵ąf(xi��)ͬ��(y��ng)�ã���(sh��)�F(xi��n)����܇�ױP���ӹ���ģʽ������(j��)������ه��(j��ng)�(y��n)�Ĵַſ����D(zhu��n)��(sh��)��(j��)�(q��)��(d��ng)�ľ���(zh��n)�{(di��o)�ء������džμ����p���w����������ͨ�^(gu��)��(d��ng)�B(t��i)�m��ÿһ�ݚ��w���ܳ�ְl(f��)�]�۳ر��o(h��)���ã��ڽ����c���|(zh��)֮�g�ҵ�ƽ�⡣��(du��)����ABB�����C(j��)���˞���ĵ���܇�ױP���a(ch��n)�����@��(ji��)�ⷽ����ֱ����ؑ�(y��ng)�ã�����Ч���s�\(y��n)�I(y��ng)�ɱ�������ͨ�^(gu��)��(w��n)�����ӹ�ˇ�����a(ch��n)Ʒһ���ԣ�������܇����I(y��)���滯����Ч�����\(y��n)�I(y��ng)����
����(l��i)Դ��
���I(y��)�C(j��)���˾S���پW(w��ng)��m.qhdjznet.com

 �C(j��)�����YӍ
�C(j��)�����YӍ 80%��I(y��)���R���]�����I(y��)�C(j��)���ˮa(ch��n)�܇�(y��n)���^(gu��)ʣ
80%��I(y��)���R���]�����I(y��)�C(j��)���ˮa(ch��n)�܇�(y��n)���^(gu��)ʣ
 ���(y��) > ABB�C(j��)���˾S�� >
���(y��) > ABB�C(j��)���˾S�� > 