簡介:操作面板 S1Mode按鍵在可用的焊接流程之間切換。 S2多功能顯示屏顯示所有參數值和信息。 S3材料按鍵從中選擇待焊接的材料。該按鍵還有減少功能 (-),可以減少例如一個附屬參數的值并選擇特殊程序。 S4TT Save/P1按鍵保存一項任務 (Tiptronic)選擇程序 P1 (Qu……
操作面板
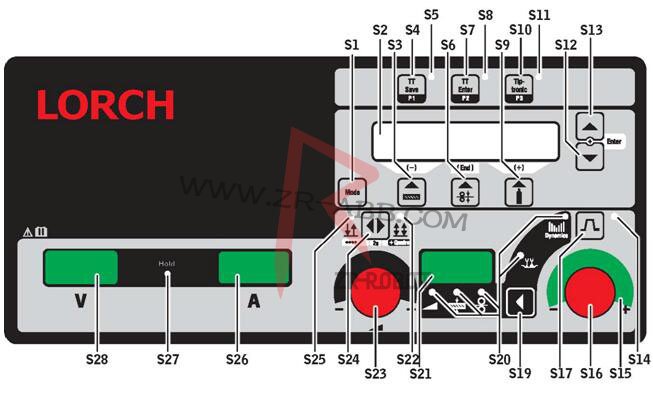
S1“Mode”按鍵在可用的焊接流程之間切換。
S2多功能顯示屏顯示所有參數值和信息。
S3“材料”按鍵從中選擇待焊接的材料。該按鍵還有“減少”功能 (-),可以減少例如一個附屬參數的值并選擇特殊程序。
S4“TT Save/P1”按鍵保存一項任務 (Tiptronic)選擇程序 P1 (Quatromatic)
S5“TT Save/P1”指示燈
S6“焊絲直徑”按鍵選擇待焊接金屬絲的直徑。該按鍵還有“結束”功能,操作該按鍵可以返回上一級菜單并選擇特殊程序 (S 10 - S 01)。
S7“TT Enter/P2”按鍵確認保存一項任務 (Tiptronic)選擇程序 P2 (Quatromatic)
S8“TT Enter/P2”指示燈
S9“氣體類型”按鍵選擇所用的氣體。該按鍵還有“增加”功能 (-),可以增加例如一個附屬參數的值并選擇特殊程序 (S 01 - S 10)。
S10“Tiptronic/P3”按鍵開啟或關閉模式 Tiptronic。選擇程序 P3 (Quatromatic)
S11“Tiptronic/P3”指示燈
S12“向下”按鍵在各個附屬參數之間切換。同時按下按鍵 S12 和 S13 具有確認功能 (Enter)。
S13“向上”按鍵在各個附屬參數之間切換。同時按下按鍵 S12 和 S13 具有確認功能 (Enter)。
S14“電流下降”指示燈開啟電流下降 (Downslop) 功能時亮起
S15“電弧長度修正/焊絲修正”LED 指示燈給出修正值。若頂部、中部 LED 指示燈亮起,則已編程的電弧長度/焊絲送進速度保持不變,七段顯示屏 S21 中顯示“0”。若向左轉動旋轉脈沖編碼器 S16,則會縮短電弧長度或降低焊絲送進速度,若向右轉動旋轉脈沖編碼器 S16,則會延長電弧長度或提高焊絲送進速度。
S16旋轉脈沖編碼器“電弧長度修正/焊絲修正/動力”動力設置。電弧長度/焊絲速度的修正(取決于附加菜單 - 電弧修正中的設置)。 在模式 Man.MIGMAG 和 SpeedArc 下設置焊絲速度。
S17“電流下降”按鍵開啟或關閉電流下降 (Downslope) 功能。
S19“主要參數”按鍵在焊接電流、材料強度、送絲速度、電弧長度和動力之間切換,這些參數顯示在七段顯示屏 S21 中。
S20“主要參數”指示燈指明七段顯示屏 S21 中目前描述的是哪個主要參數。
S21七段顯示屏 S21顯示主要參數,例如:焊接電流、材料厚度(單位:mm)、送絲速度(單位:m/min)、電弧長度修正或動力。
S22“4 節拍/Quatro”指示燈開啟功能 4 節拍/Quatro 時亮起。在 Quatro?matic 焊入模式下閃爍。
S23用于設置焊接電流/材料厚度的旋轉脈沖編碼器 通過該旋轉脈沖編碼器設置所需的焊接電流或材料厚度。設置范圍會根據所選的材料-焊絲-氣體組合受到限制。在模式 Man.MIGMAG 和 SpeedArc 下設置焊接電壓。
S24“2 節拍/4 節拍/點焊/Quatro”按鍵在運行模式 2 節拍和 4 節拍之間切換。持續按住此按鍵超過 2 秒鐘,將從 2 節拍切換到點焊運行模式,或從 4 節拍切換到 Quatro 運行模式。
S25“2 節拍/點焊”指示燈開啟功能 2 節拍時亮起。
S26電流顯示屏
S27“Hold”指示燈
S28電源顯示屏
焊接期間顯示焊接電壓和焊接電流的實際值。結束焊接后,“Hold”指示燈亮起,并顯示結束焊接時最后的焊接電壓和焊接電流值。若操作人員更改了規定的焊接設置(例如:焊接效率、程序、任務),則“Hold”指示燈熄滅,并顯示電流和電壓的給定值。
進行短電弧焊接時,焊接期間測得的平均值(Hold 顯示)可能會與設置的焊接電壓/焊接電流值存在微小偏差。
原則上該偏差值取決于實際的焊接過程。
這是機器需要“內部調節”的符號,用以穩定焊接過程并提高可以實現的焊接質量。
文章來源,
工業機器人維修官網:m.qhdjznet.com


 首頁 > 焊機維修 > 洛馳焊機維修 >
首頁 > 焊機維修 > 洛馳焊機維修 > 

