簡介:ABB弧焊機(jī)器人在摩托車配件焊接領(lǐng)域的廣泛應(yīng)用,源于其對異形管件、薄壁結(jié)構(gòu)的精準(zhǔn)焊接控制能力。摩配產(chǎn)品如車架立管、鏈輪座、減震器連接端等,焊縫多處于復(fù)雜受力位置,不僅要求外觀平整,更需保障接頭抗疲勞強(qiáng)度,保護(hù)氣的供給穩(wěn)定性直接決定這些關(guān)鍵指標(biāo)……
ABB弧焊機(jī)器人在摩托車配件焊接領(lǐng)域的廣泛應(yīng)用,源于其對異形管件、薄壁結(jié)構(gòu)的精準(zhǔn)焊接控制能力。摩配產(chǎn)品如車架立管、鏈輪座、減震器連接端等,焊縫多處于復(fù)雜受力位置,不僅要求外觀平整,更需保障接頭抗疲勞強(qiáng)度,保護(hù)氣的供給穩(wěn)定性直接決定這些關(guān)鍵指標(biāo)。傳統(tǒng)采用的恒流量供氣方式,與摩配焊接中頻繁的電流切換、姿態(tài)調(diào)整工況脫節(jié),要么在小電流焊接時造成保護(hù)氣過量排放,要么在大電流熔池擴(kuò)張時出現(xiàn)保護(hù)不充分問題。WGFACS省氣設(shè)備專為適配
ABB機(jī)器人的摩配焊接場景研發(fā),通過實時追蹤焊接動態(tài)參數(shù)調(diào)控氣量,在守住焊接質(zhì)量底線的同時實現(xiàn)40%-60%的節(jié)氣率。
摩配焊接的工況特性對保護(hù)氣供給提出了更高要求。摩托車車架、減震部件等焊接時,需頻繁切換焊接電流和速度,薄壁件焊接電流小,熔池范圍有限,固定流量下大量保護(hù)氣未發(fā)揮作用即流失;厚壁接頭焊接電流增大,熔池擴(kuò)大,固定流量若未及時提升,易導(dǎo)致焊縫氧化出現(xiàn)氣孔。
摩配焊接的起弧點密集,傳統(tǒng)固定預(yù)送氣時間會造成多次起弧的氣體累積浪費;收弧后熔池冷卻時間因工件厚度不同存在差異,固定滯后停氣時間常導(dǎo)致薄壁件收弧時氣體冗余。這些問題不僅增加保護(hù)氣成本,還可能因流量波動影響摩配焊縫的抗疲勞性能,增加返工風(fēng)險。
WGFACS省氣設(shè)備能在摩配焊接中精準(zhǔn)發(fā)揮作用,核心在于其與ABB機(jī)器人控制系統(tǒng)的深度協(xié)同設(shè)計,無需對原有焊接程序進(jìn)行任何修改或二次開發(fā),即可同步捕獲焊接電流波形、電壓變化等多維數(shù)據(jù)。這種無侵入式的數(shù)據(jù)采集方式,既保障了機(jī)器人原有控制邏輯的穩(wěn)定性,又讓省氣設(shè)備能實時感知每一個焊接動作的細(xì)微變化,為氣量的動態(tài)調(diào)節(jié)提供精準(zhǔn)的數(shù)據(jù)支撐。
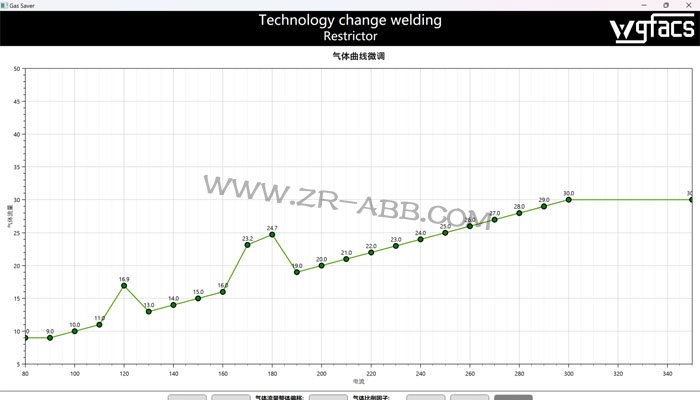
省氣設(shè)備的智能控制算法針對摩配焊接場景優(yōu)化,能快速處理捕獲的參數(shù)。焊接過程中,算法根據(jù)電流變化判斷熔池大小,電流升高時熔池擴(kuò)大,設(shè)備自動提升保護(hù)氣流量,確保保護(hù)范圍覆蓋熔池及熱影響區(qū);電流降低時熔池收縮,流量同步下調(diào),避免多余氣體消耗。這種動態(tài)調(diào)整模式完全適配摩配焊接的多參數(shù)切換需求。
針對摩配焊接起弧密集的特點,省氣設(shè)備的預(yù)送氣控制更為精準(zhǔn)。起弧前,設(shè)備根據(jù)焊槍與工件的距離、工件厚度參數(shù),自動設(shè)定最短預(yù)送氣時間,僅用必要時間排出噴嘴內(nèi)空氣后,立即調(diào)整至當(dāng)前工況所需流量;收弧時,通過電流衰減曲線判斷熔池凝固進(jìn)度,熔池完全凝固后瞬間切斷供氣,杜絕滯后浪費。
WGFACS省氣設(shè)備在不同摩配關(guān)鍵部件焊接中,展現(xiàn)出針對性的適配能力。摩托車車架主焊縫焊接時,ABB機(jī)器人需從立管與下三星的對接焊,切換至車架與平叉連接座的搭接焊,電流驟降。省氣設(shè)備通過電流變化率預(yù)判熔池收縮趨勢,短時間下調(diào)氣體流量,既避免小電流時氣體浪費,又確保熔池全程處于有效保護(hù)中,單臺機(jī)器人每月可減少保護(hù)氣采購支出顯著。
文章來源,
工業(yè)機(jī)器人維修官網(wǎng):m.qhdjznet.com

 機(jī)器人資訊
機(jī)器人資訊 80%企業(yè)面臨倒閉,工業(yè)機(jī)器人產(chǎn)能嚴(yán)重過剩
80%企業(yè)面臨倒閉,工業(yè)機(jī)器人產(chǎn)能嚴(yán)重過剩
 首頁 > 銷售中心 > 節(jié)氣裝置 >
首頁 > 銷售中心 > 節(jié)氣裝置 >